


Posted on January 12th, 2018 by Carrier Vibrating
As Published in Powder & Bulk Solids
Recently, an international salt distribution company approached Carrier Vibrating Equipment Inc.’s engineering team for a solution to a unique requirement. The company wanted one machine that was capable of producing two separate products: crushed rock salt and table salt.
Only one type of salt would be processed at a time, which is why the company did not want to purchase two different systems and have one always sitting idly. The different salts turned out to have similar requirements for drying, but the complication came in how the end product was being packaged, and the system had to be designed around this.
The rock salt was going to be stockpiled for later bulk shipments, but the table salt would immediately feed into a packaging system for bagging. The solution was a vibratory fluid bed drying system that could be quickly adjusted to accommodate product changes. The company’s flexible design request was a perfect match for Carrier’s engineering expertise.
Background
The client had been purchasing already dried rock and table salt in bulk from overseas salt producers and was looking to reduce its expenses by purchasing partially dried and still wet salt and drying it themselves. The wet salt was available at a significantly lower price than the already dried salt, and the savings had already been shown to justify the capital investment in purchasing the drying system.
There are three main types of salt, and they are categorized by how they are processed and dried. Each requires different specifications for processing, and the end product is used for different applications.
Rock salt was formed underground by the evaporation of ancient seas and is typically mined out of these deposited seams of salt. This is normally done with dynamite blasting and large shoveling machinery, and the chunks of rock salt are crushed and processed down into more usable sizes.
Solar salt is created when salty brine is pumped into shallow flat ponds and allowed to evaporate in the sun, leaving behind salt deposits. This process is repeated until enough salt has deposited to be able to harvest, and special machinery is used to scrape the salt from the pond bed and send it to processing.
Table salt is made from brine that is passed through a centrifuge and forced through evaporators until it crystallizes, and then it is washed and rinsed and the process is repeated until what is left is clean and free from impurities. It is then put through a dryer to bring it to the required moisture level for transport and use.
Challenge
To get salt thoroughly dried to be ready for any of its various uses it must be heated to high temperatures, which causes internal moisture to be driven to the surface of each salt particle, where it can then evaporate. Since the table salt was being immediately bagged after being dried, this high heat would cause issues with potentially melting the bags into which it was being packaged. This would cause large amounts of wasted product and slow down the bagging times.
Additionally, the hot table salt is not completely free of moisture immediately after it leaves the dryer, and it will continue the drying process to release water vapor as it cools off. This evaporative cooling effect will cause issues if the hot salt is already in a sealed bag, as that water vapor will just be reabsorbed by the salt, causing solid lumps and quality control issues with the bagged product.
Neither of these are issues with the bulk stockpiled rock salt, which can be allowed to come off the dryer while still hot and continue to evaporative cool out in the open. To alleviate the issues with the table salt it must pass through a cooler after it has been dried, which will both bring it to a safe temperature and remove the evaporative water vapor it releases as it cools. The company needed a salt drying system that could handle the different needs of both of these salts.
Custom Solution
The client sent samples of its salt products to the Carrier test lab located in Louisville, KY, and were invited to witness the testing being done to determine required drying temperatures and residence times for its salt products. This extensive lab testing is required to evaluate the products and offer the best and most cost-effective solution.
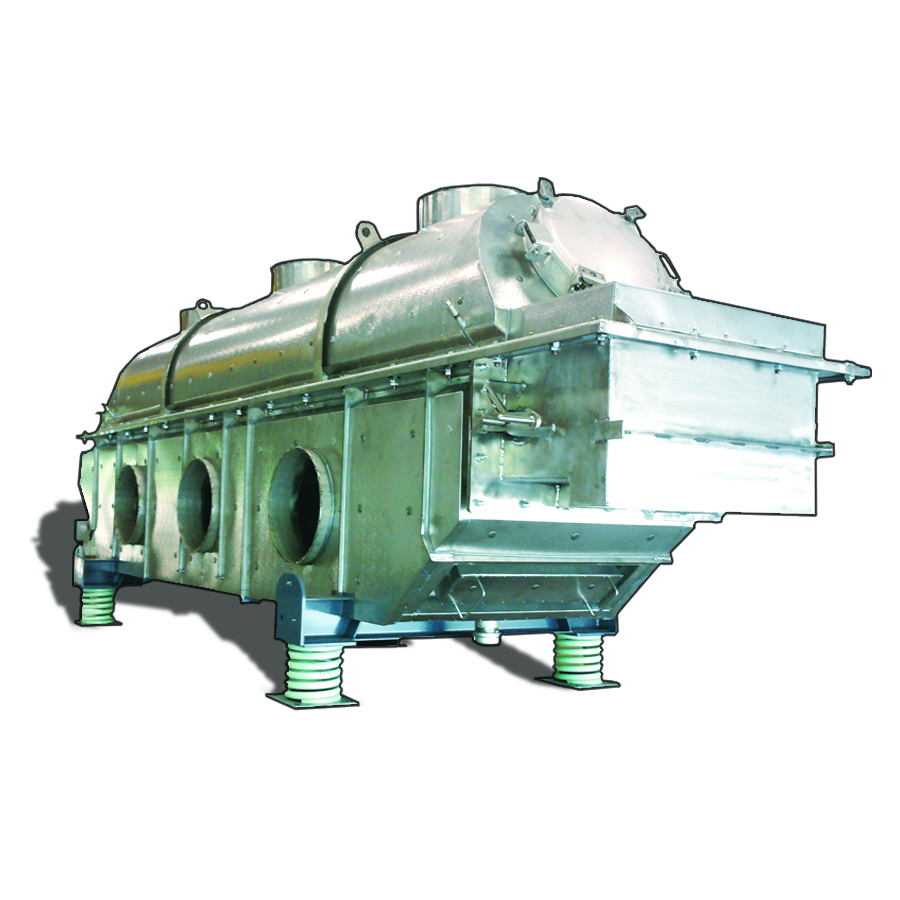
After reviewing the process and the test data, a vibrating fluid bed dryer/cooler was determined to be the best choice for this application. Unlike other dryer types, a vibrating fluid bed can incorporate a cooling section to reduce the table salt temperature for bagging and also gently handles the solids, reducing product degradation or fines generation. The Carrier engineering team began developing a custom design that would allow the customer to change the machine between two drying processes when it switched products. The entire length of the fluid bed can be used as a dryer for processing the rock salt, giving it a higher production rate. Then for table salt the system can be converted to have only part of it be a dryer and the rest act as a cooling zone, bringing the temperature down to a safe range and removing the leftover moisture.
Result
The final design of the vibrating fluid bed dryer/cooler met the customer’s different needs for its salt production. The ability to switch from a full-length dryer to a unit that featured separate drying and cooling zones was accomplished through the use of automated duct dampers and a plenum section partitioning the machine into two zones. The entire vibrating fluid bed was insulated to help with energy efficiency, an issue the customer had also had a concern about. The design also included rubber marshmallow isolation springs to allow for easy cleanup and the ability to hose down the system to remove any salt accumulations.
When drying rock salt, all air was heated by a natural gas burner and blown into both zones of the plenum with the damper left open. When processing table salt, the damper was closed and a separate blower provided cooler air for the cooling zone. The client’s PLC was programmed to quickly change the setup when required. The final output of the system was 20 tn/hr of dried and cooled table salt ready for immediate bagging and tripled to 60 tn/hr of dried rock salt for bulk stockpiling.
