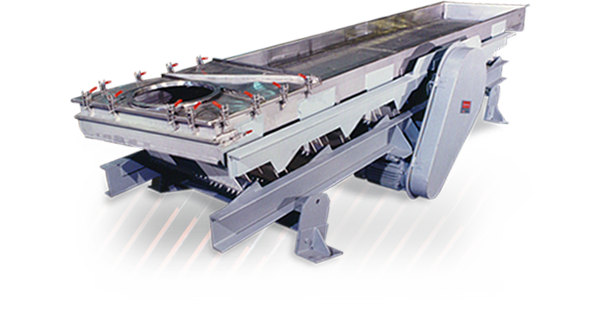



CARRIER VIBRATING CONVEYORS PROVIDE AN EFFICIENT AND ECONOMICAL METHOD OF MOVING POWDERS AND BULK SOLIDS.
Vibrating conveyors offer an efficient and economical way of gently moving bulk solids, and can be custom engineered to handle everything from light and fragile to heavy and abrasive products. Carrier’s vibrating conveyor units can be multifunctional, and are able to convey, dry, cool, scalp, screen, quench, dewater, orient, accumulate, separate, distribute and more.
Our vibrating conveyors feature a natural frequency design that uses a specialized drive tuned in resonance with the spring-supported weight system, allowing most of the drive energy to be stored and released by the springs. Once in motion, the natural frequency keeps the conveyor in constant motion and the uniform spacing of the springs keeps the drive forces evenly distributed when loaded. This highly efficient and reliable design allows conveyors in excess of 300 feet to operate on a single drive. Designed to meet your needs, our conveyors are proven reliable and easy to maintain.
VIBRATING CONVEYORS MOVE A VARIETY OF BULK SOLIDS:
- Materials with a wide particle size mix
- Sluggish, sticky, or clumping materials
- High-temperature materials
- Fragile materials or those at risk of degradation
FEATURES AND BENEFITS OF CARRIER VIBRATING CONVEYORS:
- Light to medium-duty vibrating conveyor units feature leaf spring construction for low headroom applications.
- Heavy-duty vibrating conveyor designs feature rugged coil spring construction with rocker arm stabilizers.
- Leak-proof monolithic troughs eliminate spilling, waste, and contamination.
- High temperature conveyors available for handling materials up to 2000 deg. F.
- Natural frequency design for low stresses and long life.
- Continuous structural steel base along the length of the vibrating conveyor.
- Few moving parts, easily-cleaned surfaces, and low maintenance compared to other conveyor designs.
- Several balancing types to accommodate specific processing requirements.
- Easily replaceable liners and wear surfaces.
- Easy to clean, sanitary, 3A food and dairy designs available with clean-in-place (CIP) systems available.
- Quiet operation, low operating costs, energy efficient.
- Variety of customization options available including dust-tight construction to minimize product degradation, two-way conveying, heating and cooling jackets, product screens, manual or automatic bypass gates, and materials of construction.



INDUSTRIES AND APPLICATIONS:
- Plastics, Resins & Synthetics
- Chemical Compounds
- Shredded UBC
- Fertilizers
- Food, Dairy & Pet Food
- Glass
- Pharmaceuticals
- Bauxite & Clay
- Crushed Coal & Minerals
- Limestone
- Pelletized Products
- Rubber & Crumb Rubber
- Salt
- Sand & Silica Sand
- Foundry, Metals & Sand
- Wet Cake
- Wood
- And much more
For more information about Carrier’s vibrating conveyors, download our Vibrating Conveyors brochure, or our Foundry Equipment Solutions brochure.
